

Core Bits
Like diamond blades, core bits are also available in several variations to suit different applications or materials. A core bit consists of the following parts:
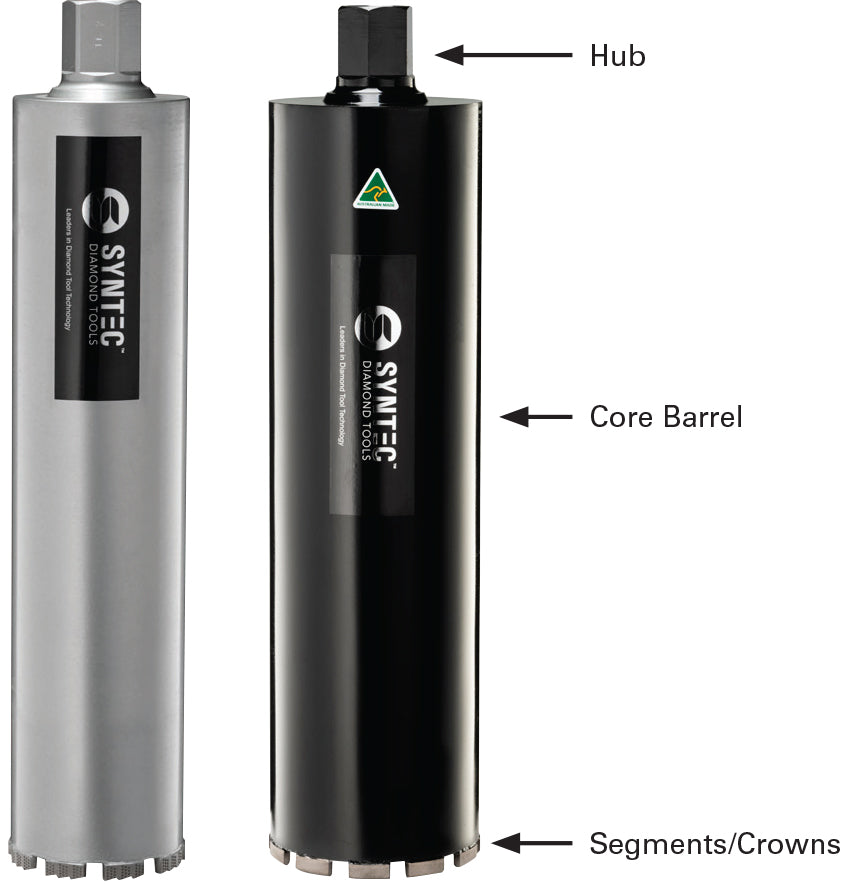

Core bits are designed to remove a cylinder-shaped piece of material, referred to as a core, and are often used when taking material samples. They are typically used on materials such as concrete, masonry, stone and asphalt. Core bits can be used in both hand-held drills as well as core drill rigs. In saying that, Syntec recommends using a drill rig with any sized core bit to hold it in place and prevent vibration.
During core drilling, a flushing medium is constantly supplied to the space between the outer and the inner tube. Water is pumped into the barrel and passes through the drill bit, removing the debris and cooling the bit.
THE DIAMONDS AND BOND
The segments or crowns on a core bit consist of a mixture of diamonds and metal powders, the so-called bond. Diamonds are not the only important criteria, the bond also plays a crucial role in a bit’s cutting performance as it determines the strength of the material that can be cut. With time the diamonds fracture or are pulled out of the bond. Simultaneously the bond wears away exposing new diamonds. Here it is important to select the right bond for the material being cut.
As a rule of thumb, the harder the material, the softer the bond should be and vice versa – opposites attract! When cutting very abrasive material such as asphalt the bond needs to be hard otherwise it will wear away too fast causing the diamonds to fall out too soon. A strong bond however will support the diamonds and increase the life of the core bit. When cutting a hard material such as granite, the bond needs to be soft or else it will not wear away fast enough, resulting in the segments glazing over. Core bits with a smaller diameter up to 44mm have crowns as their tip, for larger core bits segments are used.
THE WELD
The majority of our segments are laser welded onto the core bits, creating an incredibly strong bond that can tolerate high temperatures. Laser welding is considered the safest method of fixing segments onto the tube due to the additional safety feature of the weld. Laser welded segments also allow for full use of the segment depth and are said to last around 35% longer than sintered core bits.
RE-TIPPING
Often the core bit’s barrel outlasts the segments or crown. In this case, the core barrel does not necessarily need to be replaced, often it can simply be re-tipped with new segments or a new crown. If the following applies, core bits can be re-tipped:
- The barrel wall is not too thin
- The outside diameter of the barrel is still round
- The drive thread is not damaged
Smaller core bits will only require 1 crown in the correct diameter. When it comes to segments, as a general guideline, you will require 2 segments per inch of diameter plus 1. For example, if you have a 127mm/5” core bit you will need (5x2+1=) 11 segments to re-tip it. For exact numbers please refer to the Segments and Crowns section at the end of this chapter.
WET VS. DRY CORING
There are two different methods when coring: wet and dry. Wet coring is by far the preferred option - water is a diamond’s best friend! Using water helps to increase the lifespan of a diamond core bit by reducing some of the heat generated by the friction, especially on abrasive materials, and therefore preventing the core bit from overheating. The abrasive slurry created when wet coring increases the production rate and the water flushes out the hole, preventing the core bit from jamming in it. The water also helps minimise the amount of dust generated, which presents a safety hazard to those in the vicinity.
If a job application does require dry coring, e.g. when working close to power lines or in furnished spaces, always wear a dust mask to prevent yourself from inhaling dust which can lead to serious lung disease. We recommend only using dry core bits on brick and block, not concrete, and using a dust extraction system.
HELPFUL TIPS:
- Do not force the bit. Let the drill do the work.
- Use consistent pressure when drilling.
- The core bit must be turning before it contacts the surface. Only start drilling once water starts to flow from the core bit.
- The adequate amount of water flow is crucial – ideally, the slurry should resemble heavily creamed coffee. If too much water is used, abrasive water which is necessary to wear away the bond and expose new diamonds is flushed out, too little water, however, leads to overheating.
- Leave the motor running with a low supply of water until the core bit has been fully removed from the hole.
- The smaller the diameter, the greater the speed allowance.
- Smaller diameters increase the tendency of core bits to deviate from the true centre as there is no pilot drill to lock the barrel into place.
- Never stand on a rig to hold it down.